|
|
 |
 |
 |
|
|
 |
|
|
 Tieflochbohren Tieflochbohren |
 |
|
|
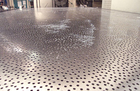
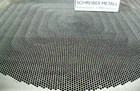
Tief- und Schrägbohrungen an einem Pumpenkörperblock für Herstellung von Genussmittelindustrie aus 1.4404 ( X2CrNiMo17-2-3) Eine von 2 Platten ca. 2300x1600x50mm aus Werkstoff C45 (1.1730) beim Herstellen von ca. 70.000 Tiefbohrungen Ø3x50mm auf dem Bohrwerk ( mit Orthogonalkopf statt Pinole ) unter 50bar Hochdruck - Innenkühlung in horizontaler Position. Gesamtwerkzeugweg an einer Platte rd. 3,5 Kilometer (!) Brennzuschnitte für Verteilerblöcke in Hydrotechnik aus 16Mo3 (1.5415 - warmfester Druckbehälterstahl) ca. 900x150x150mm längs tiefgebohrt Ø45mm Die Bauteile erhalten im Anschluss 4mm eine Auftragsschweißung Hardoplas Corewire WLDC 3. Tieflochbohren von Kühlkanälen Ø20 und Ø70 an gebrannten und abgerichteten Platten 2500x1100mm mit einer Dicke von bis zu 120mm für den Abkratzrost einer Müllverbrennungsanlage.
Der Werkstoff (verschleißfester Stahl 23MnCr4-3 / 1.8715 / 1.8714, auch bekannt als Hardox 400, XAR 400, Dillidur 400, Brinar 400 usw. ), wird vorwiegend als Blech an Bauteilen mit hoher abrasiver Belastung eingesetzt, also z.B. an Baggerschaufeln, Kipperwannen für Schüttguttransporte, imBergbau, Tagebau, Straßenbau, Stahlwasserbau, in der Betonindustrie, Land- und Forstwirtschaft etc. Tiefbohren von ca. 13.000 Bohrungen Ø 1,4 mm Tiefe ca. 25 mm - also rd. 18 xd - an einer Werkzeugplatte ca. 300 x 300 x 30 mm aus 1.2343 (X38CrMoV51). Tieflochbohren Ø8x965mm an Kühlplatte aus Kupfer ( Werkstoff 2.0070 SE-CU) ca. 1000x1000x40mm.
Anschließend werden trocken - ohne Kühlschmierstoff - Kanäle eingefräst, an denen der integrierte Kühlkreislauf durch Paßplatten und Elektronenstrahlschweißen wieder geschlossen wird. Einbringen von Steigbohrungen ø5 an einem Vorrichtungsblock GG25 ca. 1500x900x400mm Tiefbohren Ø150x800mm an Zylinderböden für Großmaschinen in der Elastomertechnik. Blockmaß ca. 1220x1220x520mm St52, rd. 6to, ultraschallgeprüft Hydraulikbohrungen am Trägerblock GGG60 einer adaptierbaren Motorspindel für Portalfräsmaschinen in der Großteilbearbeitung Kühlplatte aus Se-Cu (1.20070 - sauerstoffreies Elektrokupfer) mit 2 integrierten, tiefgebohrten Kühlsystemen und vorgefrästen Verteilertaschen zum Anschweißen der Deckel mittels Elektronenstrahlschweißtechnik. Alle Schweißkonturen sowie die Verschlussformbleche sind trocken gefräst ohne Emulsion mit Passmaß ca. 0,02mm. Bohrungen ø30,ø35,ø100 an einem Hydraulikzylinder aus St52 Seite downloaden | Beim Tiefbohren bzw.Tieflochbohren ist jede Bohrbearbeitung, die ein bestimmtes Verhältnis von Bohrtiefe zu Bohr-ø überschreitet. Dieses Verhältnis liegt in der Metallbearbeitung bei ca. 10fachem Durchmesser der Bohrungen. Es kommen verschiedene Tiefbohrtechniken in Betracht :
- Konventionelles Tieflochbohren mit überlangen Wendelbohrern
- BTA-Verfahren
- ELB Einlippenbohren
- Ejektorbohren
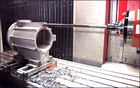
Vorhandene Tiefbohrmaschinen - Mögliche Bohrtiefen und Durchmesser
Im Wesentlichen prägen die Hochdruck-Kühlschmiermittelanlagen der Tiefbohrmaschinen( Regeldruck in unserem Haus bis 70bar ) sowie die Führung der Bohrköpfe an der eigenen Bohrung das Tiefbohrverfahren, da sich diese Bohrer nicht selbst zentrieren und folglich auch pilotiert oder per Lünetten mit Bohrbuchsen geführt werden müssen.
Tieflochbohren - Referenzen an bearbeiteten Werkstoffen im Maschinenbau
Wir können auf unseren Maschinen sowohl axialsymmetrische Teile tiefbohren - auch außerzentrisch - als auch im Raumwinkel an kubischen Teilen Tieflochbohren, weil wir bis zu 6 Achsen anstellen können. Es wurden schon verschiedenste Werkstoffe bearbeitet, so z.B. Aluminium, Kupfer und dessen Legierungen, verschleißfest ( Hardox, Dillidur usw. ), Werkzeug- und Panzerstähle, Nickelbasislegierungen, Edelstähle, hitze- und zunderbeständig u.v.m. |
|
|
|
|
 |
| |
Click here to tip a friend about this page!
| | imprimer qc. | | retour | jusquà | |
|
|
|
| Firmenprofil | Produkte | Wir fertigen für | Maschinen | Kapazitäten | Referenzen | Qualität | Transport | Messtechnik | CAD/CAM | Werkstoffe |
|
|
|
 |
 |
|
|
TGM Thüringer Großmechanik GmbH est votre interlocuteur compétent pour la construction d'outils et de machines.
|
nouveaux projets !!
Cuisson, soudage, recuit, sablage, apprêt et usinage mécanique d'un châssis de presse isolé contre les oscillations de 30 t
Bâti aluminium aléseuses CNC :
poids de bloc env. 4,5 t
poids fini env. 900 kg
env. 600 heures machine/heure
usinage 2,5D et 3D
Perçage de trous profonds jusqu'à Ø 85 profondeur 800
Parachèvement de chanfreins de soudage en
tôles
jusqu'à 210 mm pour construction navale - Poids total 36 t, dimensions des plaques 5 500x2 000 mm
|
|
 |